

پروسه ساخت جرثقيل سقفي در فازهاي جداگانه به شرح زير انجام مي گيرد:
در گذشته های دور به دلیل عدم رشد تکنولوژی بسیاری از کارهای سنگین و طاقت فرسا بر دوش انسان ها قرار داشت. چه بسا انسان های بسیاری که در جریان کارهای روزانه به دلیل سنگینی و طاقت فرسا بودن کارها جان خود را از دست داده اند. تا اینکه با رشد و پیشرفت تکنولوژی و صنعت بسیاری از انسان ها جای خود را به ماشین آلات گوناگون دادند و کارها با سرعت و دقت بیشتری انجام می شود. یکی از این ماشین آلات صنعتی که تقریبا در تمام صنایع کاربرد دارد جرثقیل می باشد. عصر صنعتی جدید و نیاز هر چه بیشتر بشر به بلند کردن اجسام سنگین، باعث شد این ماشین مراحل پیشرفت را سریع طی نماید، تا حدی که امروزه جرثقیل سازی به یکی از تخصص های مهم در زمینه ادوات بالا برنده تبدیل شده است. ساخت یک جرثقیل سقفی، یک عملیات سنگین و مهندسی شده است که از مرحله ایده و نیازسنجی شروع شده و تا تحویل یک محصول نهایی و آماده به کار ادامه مییابد. این فرآیند شامل طراحی دقیق، ساخت قطعات، مونتاژ و در نهایت راهاندازی است. در ادامه، این مراحل را به صورت گامبهگام بررسی میکنیم.
الف) نگارش تمام نیازها و انتظارات شما از جرثقیل
1- نوع استاندارد مورد تایید کارفرما؟
2- تعداد حرکات مورد نیاز و محدودیت ها؟
3-قابلیت تحمل بار سازه؟
4-ظرفیت یا تناژ: حداکثر وزنی که جرثقیل باید جابجا کند
5- محدودیتهای ایمنی سایت (قابلیت انفجار ، پوشیده یا سر باز و ... )
6- نوع انرژی در دسترس برای حرکات جرثقیل؟ (دستی ، پنوماتیکی ، برقی)
7- کلاس کاری: تعداد دفعات و شدت استفاده از جرثقیل در طول روز
8- ابعاد و دهانه: طول و عرض سالن و ارتفاع مفید برای جابجایی بار
9-شرایط محیطی: مانند وجود رطوبت، گردوغبار یا مواد خورنده
10-.
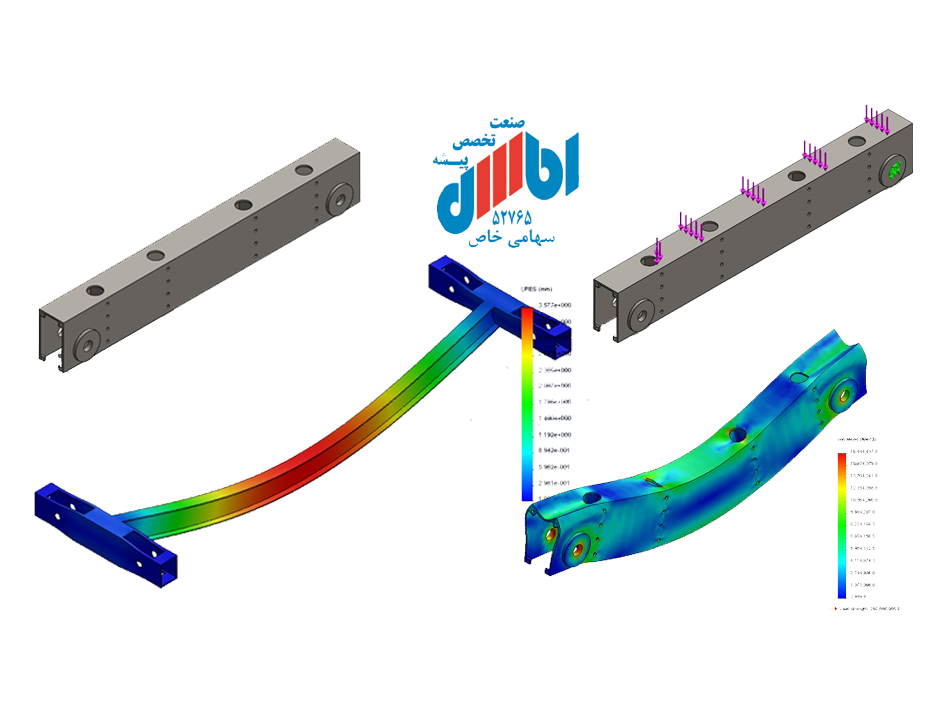
پس از جمعآوری اطلاعات فوق، محاسبات مهندسی آغاز میشود. طراحان با استفاده از نرمافزارهای تخصصی، تنشهای وارده بر سازه را تحلیل کرده و ضریب اطمینان (Safety Factor) لازم را برای تمام قطعات در نظر میگیرند . خروجی این مرحله، نقشههای اجرایی (نقشه شاپ) است که جزئیات ساخت هر قطعه را مشخص میکند.
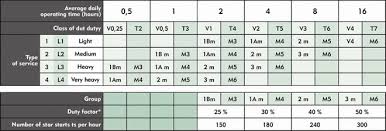
ب) بدست آوردن کلاس کاری جرثقیل (وینچ)
با توجه به ظرفیت ، ساعت کاری و بار و سایر شرایط با توجه به نوع استاندارد مشخص می گردد. اگر با روابط آن آشنایی ندارید ، استفاده از هوش مصنوعی یا نرم افزار می تواند مدت زمان پی بردن به این مسئله را بسیار کاهش داد.
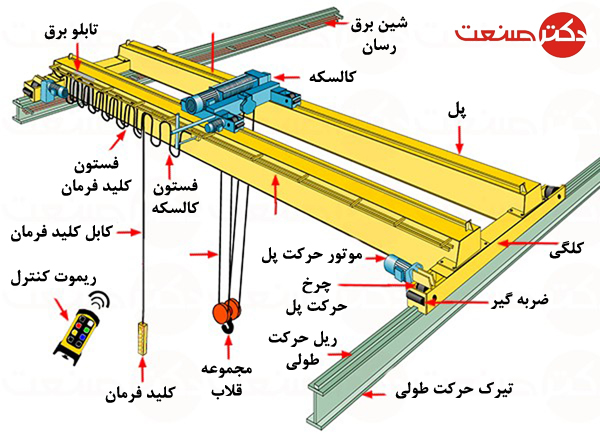
ج) طراحی پارامترهای اصلی مانند پل و راهبرها و ریل و غیره
انجام طراحی توسط تیم های متخصص یا شرکتهای فعال در زمینه طراحی جرثقیل و یا انتخاب موارد مورد نیاز اصلی از طریق کاتالوگ و استاندارد و مستندات فنی و یا در نهایت مشابه سازی از یک جرثقیل در حال کار (دارای ریسک یا محدودیت)
- طراحی و انتخاب قلاب
- طراحی و انتخاب سیم بکسل لازم
- طراحی و انتخاب موتور گیربکس لازم برای جرثقیل و وینچ
- طراحی تکیه گاه متحرک تیر عرضی بر روی تیر طولی (ارابه)
- طراحی و انتخاب موتور گیربکس لازم برای حرکت تیر عرضی بر روی تیر طولی
- طراحی غلتک ها و محورهای آنها که برای جابجایی موتور روی تیر عرضی و تکیه گاه متحرک تیر عرضی بر روی تیر طولی لازم است
- طراحی تیر عرضی که جرثقیل بر روی آن نصب می شود
- طراحی تیر طولی که تیر عرضی بر روی آن به حرکت در می آید
- طراحی اتصالات لازم شامل پیچ ها
- طراحی و انتخاب بلبرینگ های مورد نیاز
- گزارش مستدل از محاسبات انجام شده و فرضیات به عمل آمده
- نقشه مهندسی قطعات طراحی شده فوق
ج-1) لحاظ کردن ضرایب اطمینان
در محاسبه ساختمان جرثقیل های متحرک به فرض وجود حداکثر بار در سختترین شرایط باید ضریب اطمینانی برای هر قسمت به شرح زیر درنظر گرفت:
* ضریب اطمینان ۳ برای قلاب بلند کننده درصورتی که با دست کار کند .
* ضریب اطمینان ۴ برای قلاب بلند کننده در صورتی که با موتور کار کند.
* ضریب اطمینان ۵ برای قلاب بلند کننده در صورتی که با مواد خطرناک مانند آهن مذاب و مواد خورنده و غیره بلند کند.
* ضریب اطمینان ۶ برای کابل بلند کننده جرثقیل
* ضریب اطمینان ۴ برای قطعات اسکلت فلزی جرثقیل
د) تامین تجهیزات و قطعات مورد نیاز (مانند اقلام اصلی) ذیل:
1-خريد بالابر (ترولي) یا وینچ (مانند: دماگ آلمان ، پودم بلغارستان ، Verlinde فرانسه يا Street انگلستان و ...)
۲_ خريد موتور گيربکسهاي حرکت طولي و عرضی (مانند: اصفهان گیربکس ، ایلمار )
3- ساخت پل و راهبر و راهروی دسترسی و استراکچر انتقال برق

در اینجا مراحل ساخت پل (Bridge) و راهرو (Walkway) جرثقیل سقفی به صورت لیستوار و با ذکر یک خط توضیح برای هر مرحله ارائه شده است:
مراحل ساخت پل (Main Bridge Girder)
- برشکاری ورقها طبق نقشه: ورقهای فولادی با استفاده از دستگاههای برش لیزر، پلاسما یا گاز طبق نقشه به ابعاد دقیق بال بالا، بال پایین و جان برش داده میشوند.
- پخزنی لبهها: لبههای ورقها در محل اتصالات با دستگاه پخزن آمادهسازی میشوند تا نفوذ جوش در مرحله بعدی تضمین گردد.
- مونتاژ اولیه ورق جان: ورق جان بر روی زمین يا استند مونتاژ قرار گرفته و دیافراگمهای تقویتی در فواصل مشخص روی آن جانمایی و جوش موقت میشوند.
- اتصال ورق بال بالا: ورق بال بالا بر روی مجموعه جان و دیافراگمها قرار گرفته و با جوشکاری نقطهای (جوش چسب) موقتاً فیکس میشود.
- اتصال ورق بال پایین: مجموعه برگردانده شده و ورق بال پایین نیز مشابه مرحله قبل بر روی جان نصب و جوش چسب میخورد.
- جوشکاری نهایی تیر: تمامی اتصالات طولی و عرضی تیر با دستگاه جوش تمامخودکار (سابمرج) یا نیمهخودکار با کیفیت بالا جوشکاری میشود.
- کنترل کیفیت ابعادی: ابعاد نهایی تیر شامل راستا، ارتفاع و عرض بالها با ابزار دقیق بررسی و با نقشه تطبیق داده میشود.
- نصب اتصالات مهاربند: پایهها و صفحات اتصال برای نصب مهاربندهای جانبی (جهت جلوگیری از کمانش) روی پل جوشکاری میشوند.
- نصب صفحات سختکننده انتهایی: صفحات ضخیم و تقویتشده در دو انتهای تیر (محل اتصال به کلگی) جوشکاری میشوند.
- نصب قطعات نشیمن ریل: قطعات (ناودانی یا چهارپایه) برای نصب و تراز کردن ریل حرکت کالسکه روی بال بالایی جوش میشوند.
- نصب شاسی راهرو: براکتها و نگهدارندههای فلزی برای نصب بعدی راهرو در طول پل جوشکاری میشوند.
- سوراخکاری برای اتصالات: سوراخهای مورد نیاز برای پیچ و مهرههای اتصال قطعات بعدی (مثل راهرو) دریل یا پانچ میشوند.
مراحل ساخت راهرو (Walkway)
- برش پروفیل نرده: پروفیلهای قوطی یا لوله برای ساخت پایهها و دست اندازهای راهرو به ارتفاع مشخص برش میخورند.
- ساخت قاب راهرو: پروفیلهای اصلی به صورت یک قاب مستطیلی (خرپا) با ابعاد از پیش تعیین شده مونتاژ و جوش میشوند.
- خمکاری دست انداز: در صورت نیاز به دست انداز خمیده (در انتهای راهرو)، لوله با دستگاه خم کن شکلدهی میشود.
- مونتاژ شبکه کف: ورقهای کفپوش مشبک (چکره) یا ورقهای عاجدار روی قاب اصلی قرار گرفته و جوش میشوند.
- ساخت نردبان دسترسی: نردبان یا راه پله ارتباطی از سالن به سطح راهرو ساخته و آماده میشود.
- تمیزکاری و رنگآمیزی: کلیه قطعات راهرو با سندبلاست تمیز شده و سپس با یک یا دو لایه رنگ (معمولا اپوکسی) پوشش داده میشوند.
- نصب بر روی پل: راهروهای ساخته شده به وسیله پیچ و مهره یا جوشکاری روی شاسیهای نصب شده روی پل فیکس میگردند.
- نصب نرده و زنجیر ایمنی: نردههای دست انداز در جای خود نصب شده و در صورت نیاز، زنجیرهای ایمنی در محل
4- تامین چرخ و پین و درپوش و بیرینگ
1.خريد مواد چرخ بر اساس مشخصات طراحي
2.تراشکاري
3.تهيه بلبرينگهاي مورد نياز و مناسب
4.جوشکاري فلنج چرخ بر روي کلگي
5.مونتاژ مجموعه چرخ، شفت و بلبرينگ
5- تامین تابلو برق ، درایو و دسته فرمان و کلیدهای انتقال فرمان ، لیمیت سوئیچ ها
1.مونتاژ قطعات بر روي سيني
2.سيم کشي قطعات و اجراي ملزومات
3.اجراي ليبل قطعات و شماره سيم ها
4.مونتاژ سيني درون تابلو
5.مونتاژ تابلو بر روي پل
6.دمونتاژ تابلو جهت حمل
6- تامین تجهیزات برق رسان مانند:
خط برق رسان طولي و متعلقات (Bus Bar)
خط برق رسان عرضي و متعلقات (C-Rail)
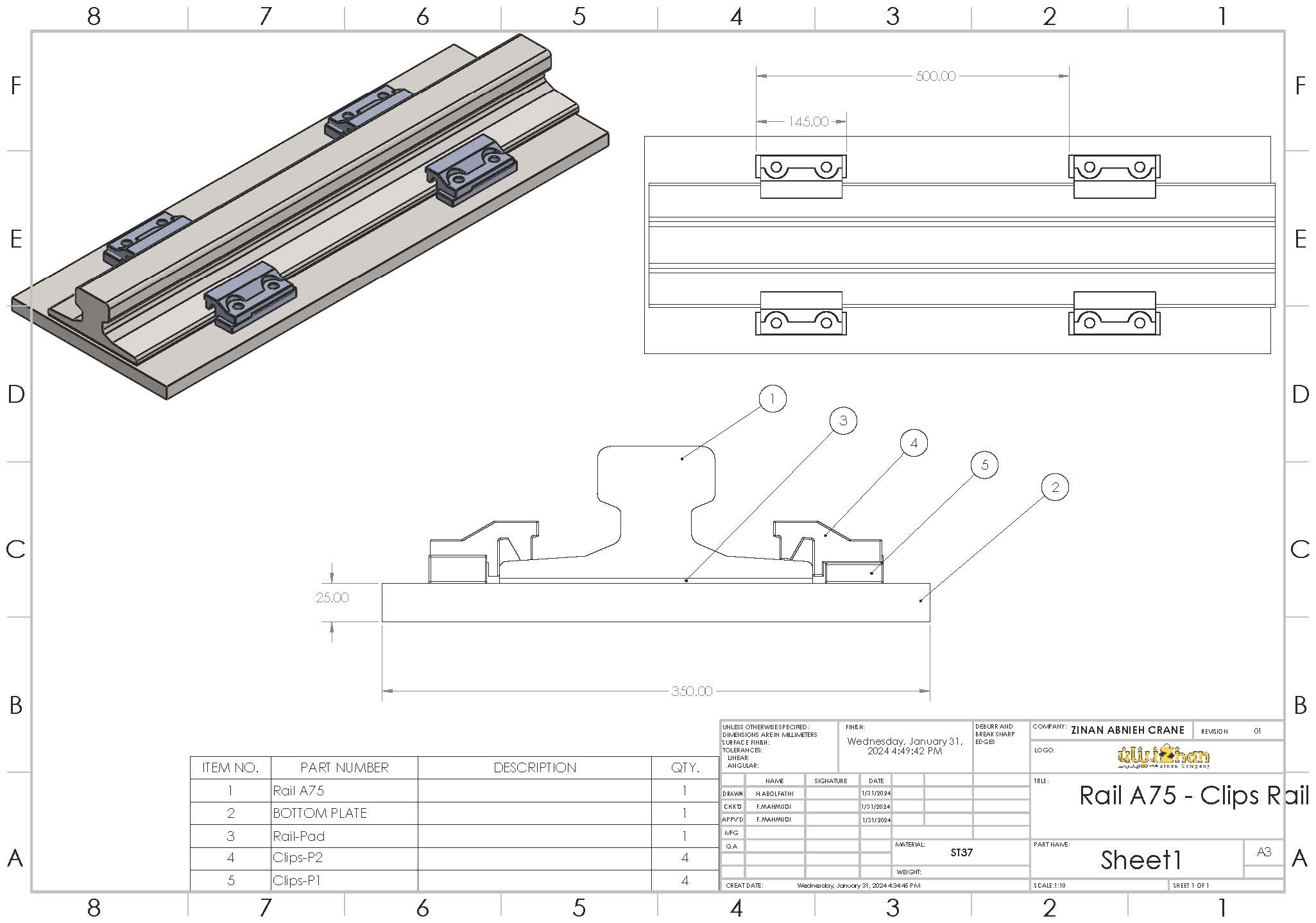
7- تامین ریل و بست ریل
8- رنگ آمیزی در چند مرحله
9- تامین اتصالات پيچ و مهره و سایر متعلقات
10- نصب و راه اندازي
- بازرسی محل نصب: بررسی ابعاد سالن، تراز بودن ریلها و استحکام ستونها و تیرهای حمال قبل از شروع نصب.
- خاکبرداری و فونداسیون: انجام عملیات خاکی و بتنریزی برای پیهای مورد نیاز جهت نصب ریلها و تجهیزات جانبی.
- نصب ریلهای طولی: قرار دادن و تنظیم ریلها روی تکیهگاهها و تراز کردن دقیق آنها با دوربین نقشهبرداری.
- آمادهسازی قطعات در زمین: مونتاژ اولیه قطعات بزرگ مانند پل و کلگی در سطح زمین برای کاهش کار در ارتفاع.
- نصب سیستم برقرسان طولی: نصب کانالهای برقرسان (باس بار یا فستون) در طول سالن برای تغذیه جرثقیل.
- بالا بردن پل اصلی: استفاده از جرثقیلهای کمکی (موبایل یا کامیونی) برای بلند کردن و قرار دادن پل روی ریلها.
- نصب کلگیها: اتصال کلگیها (واحدهای انتهایی شامل چرخ و موتور) به دو سر پل اصلی.
- نصب کالسکه و بالابر: قرار دادن مجموعه کالسکه (Trolley) و بالابر (Hoist) روی پل اصلی.
- نصب سیستم برقرسان عرضی: نصب سیستم برقرسان (سیریل یا فستون عرضی) برای تغذیه کالسکه در عرض پل.
- کابلکشی و سیمبندی: انجام کلیه اتصالات برقی از تابلو تا موتورها، سنسورها و سیستمهای کنترلی.
- نصب تجهیزات کنترلی: نصب آویز دستی، ریموت کنترل یا جویاستیک در کابین اپراتور.
- راهاندازی اولیه: روشن کردن سیستم و بررسی جهت حرکت صحیح موتورها در همه جهات.
- تنظیم ترمزها: تنظیم دقیق ترمزهای الکترومغناطیسی برای توقف نرم و ایمن در تمام حرکات.
- تنظیم میکروسوئیچها: تنظیم کلیدهای حد (لیمیت سوئیچ) برای محدود کردن حرکات در نقاط انتهایی.
- تست بیباری: اجرای کامل جرثقیل بدون بار برای اطمینان از عملکرد صحیح تمام مکانیزمها.
- تست بار استاتیک: آویزان کردن باری معادل ۱۲۵٪ ظرفیت نامی و بررسی افتادگی و استحکام سازه.
- تست بار دینامیک: حرکت دادن باری معادل ۱۱۰٪ ظرفیت نامی در همه جهات و بررسی عملکرد ترمزها.
- آموزش اپراتور: آموزش نحوه کار صحیح، ایمنی و توقف اضطراری به اپراتور جرثقیل.
- تحویل موقت: امضای صورتجلسه تحویل پس از اطمینان از عملکرد صحیح و ایمن جرثقیل.
- تحویل نهایی: تحویل مدارک فنی، گارانتی و نقشهها به کارفرما پس از پایان دوره بهرهبرداری آزمایشی.
در حین تمام موارد فوق می بایست به صورت مستمر راستی آزمایی و کنترل کیفیت قطعات تامین و ساخته شده به صورت مستمر انجام گردد.





دیدگاه خود را بنویسید